
我国炼油向化工转型现状与思考
主要内容:介绍了现阶段炼油向化工转型的两个主要途径——原油最大化生产化工原料和原油直接蒸汽裂解生产化工原料,阐述了各工艺的发展现状和特点,并从供需两个层面分析了我国炼化行业的总体市场态势。结论认为,随着烯烃、芳烃产能的快速增长以及来源路线的多元化、低成本化,“炼油向化工原料转型”的矛盾将会显现;企业在炼化产业一体化、基地化、智能化升级的同时,还是要以效益最大化为指导思想,充分结合自身特点、定位、物流以及区域市场环境等因素进行综合考虑,如何最大程度地降低原料端成本、提升产品端价值以及生产过程的效率才是目前及未来一段时间我国炼化行业转型的发展趋势,也是我国炼化行业面临的巨大挑战。
关键词:炼油;过剩;化工原料;转型;思考
截止到2019 年底,我国原油一次加工能力为8.63 亿吨,原油加工量为6.03 亿吨,开工率为69.9%,远低于全球炼厂平均开工率(83%左右)。面对炼油产能严重过剩的局势,炼油向烯烃、芳烃等基本化工原料转型已成为行业主流。但随着烯烃、芳烃产能的快速增长以及来源路线的多元化、低成本化,“炼油向化工原料转型”的矛盾将会显现。而如何利用好这些原料,进一步延伸生产差异化、功能化、高端化、精细化的下游产品,才是目前及未来一段时间我国炼化行业转型的发展趋势,也是我国炼化行业面临的巨大挑战。
1 炼油向化工转型现状
从催化裂化多产丙烯到最大化生产化工原料,再到原油直接蒸汽裂解制烯烃,炼油向化工转型已经走过了30 多年的历程,通过技术变革,原油制化学品的比例已从10%提高到76%,有望达到80%。基于目前技术现状,我国的炼油向化工转型主要是通过工艺改进、路线优化和技术组合实现生产化工原料产量最大化,是相对复杂的炼化一体化,还是原油深加工的初级阶段。
1.1 原油最大化生产化工原料
原油最大化生产化工原料总体上分为芳烃和低碳烯烃两条路线。对于以生产苯-甲苯-二甲苯(BTX)为主的工艺路线,渣油加氢裂化和溶剂脱沥青是核心技术;对于以生产低碳烯烃为主的工艺路线,催化裂解是核心技术。
1.1.1 原油最大化生产芳烃
原油最大化生产芳烃(主要是对二甲苯)路线主要采用沸腾床或浆态床渣油加氢裂化工艺、蜡油加氢裂化工艺和柴油加氢裂化工艺以及优化工艺流程,将原油中的重质烃类转化成分子较小的烃类并提高其氢碳比,为芳烃生产单元提供最大化的重石脑油原料,石脑油收率达到40%以上,进而实现芳烃产量最大化目标,其工艺流程如图1 所示[1],该路线核心技术是加氢裂化工艺和溶剂脱沥青工艺。恒力石化、浙江石化等国内多家民营炼化企业采用此路线。以恒力石化2000 万吨/年炼化一体化项目为例,该项目以960万吨/年连续重整、450万吨对二甲苯(PX)装置为核心,配套MTBE、异构化、烷基化装置,采用Axens公司的沸腾床渣油加氢裂化H-Oil工艺、蜡油加氢裂化HyK工艺、柴油加氢裂化工艺和溶剂脱沥青Solvahl工艺,年产992万吨汽油、柴油、航空煤油,450万吨PX,同时年联产162万吨化工轻油、96万吨纯苯、30万吨聚丙烯、82万吨甲基叔丁基醚(MTBE)、35万吨乙酸、54 万吨润滑基础油,还年副产13 万吨重芳烃、50 万吨硫黄等产品,原油生产化学品的转化率高达42%。
1.1.2 原油最大化生产低碳烯烃
原油最大化生产低碳烯烃主要有三个方向,即最大量乙烯、最大量丙烯、最大量兼产丙烯和乙烯。催化裂解是原油最大化生产低碳烯烃的核心技术,由于目前重馏分催化裂解工艺的乙烯选择性受甲烷生成速率过快影响无明显改善,仍难以实现最大量生产乙烯,因此目标还是最大量生产丙烯或最大量兼产丙烯和乙烯。催化裂解原料来源广泛,可以是常规催化裂化(FCC)的各种重质原料,包括减压蜡油(VGO)、脱沥青油(DAO)、焦化蜡油(CGO)、加氢减压蜡油(HT-VGO)、加氢裂化尾油等重质馏分油,以及常压渣油(AR)和掺入减压渣油(VTB)的减压蜡油混合油(Blending of VGO and VTB),也可以是石脑油馏分、C4/C5轻烃等,较蒸汽裂解操作条件苛刻度低,产物分布可灵活调节。我国是世界上开发重馏分催化裂解技术并且工业应用最早的国家,由中国石化集团公司开发的DCC(DCC-plus)、CPP 以及中国石油集团公司开发的TMP 等自主知识产权催化裂解技术已实现工业应用和推广。以目前规模最大的大榭石化公司220 万吨/年DCC-plus 装置为例,如图2 所示,乙烯和丙烯总收率可以达到26.7%。该装置以常压渣油和加氢裂化尾油的混合原料油为原料,采用专门研制的DMMC-2 催化剂,可根据实际情况灵活调整新鲜原料的处理量,并且通过调整操作参数有效提高乙烯和丙烯产率。
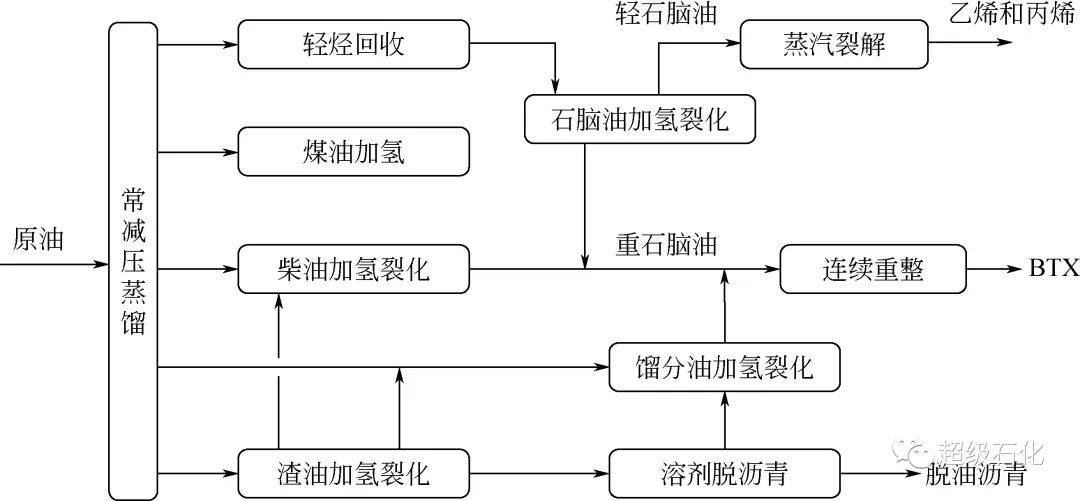
图1 原油最大化生产芳烃工艺流程
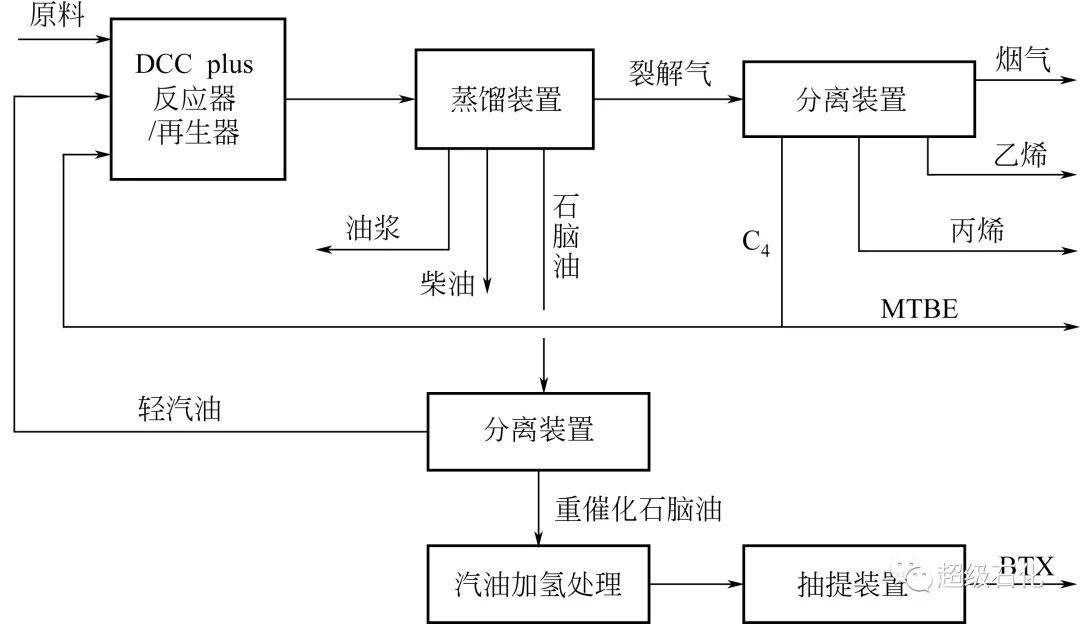
图2 大榭石化公司DCC-plus装置流程
1.2 原油直接蒸汽裂解生产烯烃
原油直接蒸汽裂解路线最大的特点是省略了常减压蒸馏等炼油装置,使得工艺流程大为缩短。最具代表性的技术是埃克森美孚技术和沙特阿美/沙特基础工业公司技术。值得注意的是,两家技术采用的原料都是非常轻质的原油,埃克森美孚采用的原油API 度在42.7 左右、沙特阿美采用的原油API度在34 左右,该路线对原油的品质有一定要求,受原料供应限制。
1.2.1 埃克森美孚技术
埃克森美孚采用原油直接制乙烯工艺,2014年在新加坡裕廊岛建成了全球首套商业化装置,乙烯产能为100 万吨/年,主要工艺改进是在裂解炉对流段和辐射段之间加了一个闪蒸罐,原油(轻质原油)经过对流段预热后与稀释蒸汽一起进入闪蒸罐,气液组分分离,其中气态组分(质量分数为76%)进入辐射段进行裂解,液态组分(质量分数为24%)被送至邻近的炼厂或直接销售[6-7]。整体投资相对蒸汽裂解装置略有增加,但原油与石脑油价格走势呈正相关,且两者间价差比较平稳。在50 美元/桶(365 美元/吨)油价下,蒸汽裂解的原料石脑油均价在480 美元/吨上下震荡,两者的原料平均价差在100 美元/吨左右。原料价差使原油直接制烯烃具有一定的成本优势。
1.2.2 沙特阿美技术
沙特阿美/沙特基础工业公司工艺过程是原油(沙特轻油)直接进入加氢裂化装置,脱硫并将高沸点组分转化为低沸点组分;之后经过分离,轻组分进入蒸汽裂解装置,重组分进入沙特阿美自主研发的高苛刻度催化裂化装置,最大化生产烯烃。该工艺的化学品收率大幅提高,原油制化学品的比例达到45%,相比石脑油蒸汽裂解制乙烯装置吨油毛利提高100~200 美元/吨,但投资要高很多,因此,总体来看烯烃生产成本与石脑油蒸汽裂解成本相差不大[9]。
为了得到更高的化学品转化率并将该技术推向商业化,2018 年1 月,沙特阿美与西比埃(CB&I)、雪佛龙鲁姆斯(CLG)签署了一项联合开发协议,把CB&I的乙烯裂解技术、CLG的加氢处理技术和沙特阿美的原油制化学品技术(TC2CTM)结合起来,原油制化学品的比例可以达到70%~80%。2018年6月,沙特阿美又宣布在其原油直接制化学品(COTC)项目中采用美国Siluria 公司的甲烷氧化偶联制烯烃(OCM)技术,该技术的应用将使乙烯产量提高10%以上[10-11]。目前沙特阿美/沙特基础工业公司COTC 项目正在建设中。
2 我国炼化行业总体供需概况
近年来我国炼化产能迅速扩张,供应能力持续上升,随着恒力石化、浙江石化等民营大炼化企业的投产,市场竞争主体更加多元化。同时随着消费量基数的增大和经济增速的放缓,特别是不确定影响因素的增多,我国炼化产品需求增速有所下降,对产品的阶段性、个性化需求不断增加。
2.1 炼厂开工率将大幅下降,供应过剩矛盾进一步加剧
从供应层面来看,近年来我国炼油能力增长迅速,截止到2019 年底,我国原油一次加工能力已由2009 年的4.77 亿吨猛增至8.63 亿吨[12],增幅和年均增速分别高达81%和6.1%。从需求层面来看,原油加工量和成品油表观消费平稳增长,原油加工量由2009 年的3.75 亿吨增至2019 年的6.03 亿吨,增幅和年均增速分别为61%和4.9%;成品油表观消费量由2009 年的2.07 亿吨增至2019 年的3.30 亿吨,增幅和年均增速分别为59%和4.8%。炼油能力增速快于消费增速,供应过剩态势加剧,开工率由2009 年的78.6%下滑至2019 年的69.9%,远低于全球炼厂平均开工率(83%左右)。2020年受全球经济衰退、我国经济放缓的影响,炼厂原油加工量和开工率将大幅下降,供应过剩矛盾更加凸显。
2.2 乙烯产能增速快于需求增速,下游产品净进口量减少
从供应层面来看,2019 年我国乙烯产能为2865 万吨/年,预计到“十四五”末,将超过5000万吨/年,产能增幅和年均增长率分别高达74.5%和9.7%[13]。从需求层面来看,2019 年,我国乙烯表观消费量约2721 万吨,当量消费量约4900 万吨,仍需进口大量的聚乙烯、乙二醇等乙烯下游衍生物,其中聚乙烯净进口量1610 万吨,乙二醇进口量893 万吨,苯乙烯进口量280 万吨[14]。未来几年,随着我国经济增速放缓以及乙烯下游再生料替代、材料间替代、库存和贸易因素推动作用的减弱,预计2019—2025 年当量消费增速将下滑至4.8%左右,2025年消费量将达到约6200万吨,乙烯下游衍生物的净进口量将下降至2000万吨左右。
2.3 丙烯当量需求自给率已超80%,未来将逐渐呈现供需平衡甚至本土供应过剩的局面
从供应层面看,2019 年我国丙烯产能为3987万吨/年,其中来自于煤(甲醇)制烯烃(丙烯)装置的产能超过了800 万吨/年,来自于丙烷脱氢装置的产能近700 万吨/年,非石油基路线的产能占到了38%左右,预计到“十四五”末,我国丙烯总产能将达6000 万吨/年,产能增幅和年均增长率分别高达50.5%和8.5%[15]。从需求层面来看,2019 年,我国丙烯产量约3230 万吨,当量消费量约4000万吨,除进口286.6万吨的丙烯外,还需进口500多万吨的丙烯下游衍生物,其中聚丙烯的净进口量482万吨,环氧丙烷净进口量24.5万吨,丙烯腈净进口量26.6 万吨。预计到2025 年丙烯下游产品除一时难以替代的高端产品外,市场将逐渐呈现供需平衡甚至本土供应过剩的态势。
2.4 对二甲苯产能迅增,对外依存度大幅下降,未来供需格局将发生变化
从供应层面看,2019 年随着恒力石化、海南炼化以及浙江石化等新建、扩建PX 装置投产,我国PX 新增产能1075 万吨/年,总产能达2462 万吨/年[16]。预计到“十四五”末,将超过4000万吨/年,产能增幅和年均增长率分别高达62.4%和8.4%。从需求层面来看,2019年,我国PX产量约1497万吨,消费量约2898 万吨,净进口量1401 万吨,对外依存度48.3%。预计到2025年,市场将逐渐呈现供需平衡甚至本土供应过剩的态势。
3 我国炼油向化工转型面临的形势
国际方面,在碳排放法规日益严格、发动机燃油经济性提高以及替代燃料等多重因素的叠加影响下,原油作为油品的需求增速将放缓甚至出现下降,而作为化工产品的原料将成为其新增需求的主要引擎。国内方面,炼油能力增速快于消费增速,成品油产能过剩态势加剧,开工率下滑。炼化产业一体化、基地化、智能化升级、炼油向化工转型发展已成为行业共识,但如何转、如何高质量转是行业关注的热点。
3.1 仍处于转型的初级阶段
受市场需求变化及技术发展的推动,炼厂已经向炼化一体化方向发展(图3),炼化一体化也已经由早期的炼油与化工的简单联合(后建的化工装置为了消化先期建设的炼厂石脑油等产物)进入完全一体化时期,不仅生产灵活性大,可根据市场需求变化调整油品和石化产品的产量,而且能够降低投资和生产成本,提高石油资源的利用效率。尽管一体化促使化学品产量不断提高,但化学品的转化率仍然比较有限,不到50%,还是相对复杂的炼化一体化,仍无法解决产品同质化严重、高端化短缺的结构不平衡问题,仍属炼油向化工转型的初级阶段。
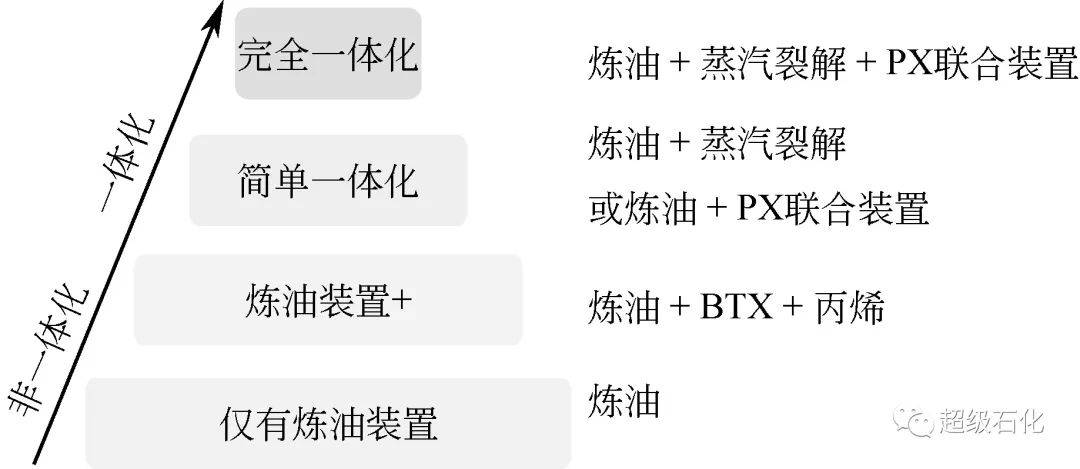
图3 我国由独立炼厂向炼化一体化发展示意图
3.2 机遇与挑战并存
从企业层面来说,对于炼化一体化企业,一方面,炼油从大量生产柴油、汽油转向生产更多的高标号汽油、航空煤油和清洁柴油以及低成本化工原料,更多的低成本优质原料进入乙烯裂解装置。另一方面,需要新技术利用好蒸汽裂解产物多样化的优势,最大价值地做好碳二、碳三、碳四、碳五和芳烃的综合利用,适度延伸产业链,使下游配套产品充分体现差异化、高端化、功能化、高附加值化。对于独立炼油企业,一方面利用炼厂丙烯以及液化气、石脑油等资源,通过丙烷脱氢、深度催化裂化、烯烃裂化等路线多产丙烯并延伸产业链。另一方面,还要应对我国丙烯产业链自给率已超过80%、丙烯下游产品竞争激烈的现状。
从行业层面来说,一方面通过新技术、新工艺、新产品的开发和应用以及外商在华炼化项目的投资,使我国炼化行业整体水平和竞争力得到提升;另一方面,可能会出现“盲目转型”、转型定位不清晰、造成低端产能重复建设、通用产品严重过剩、监管不到位、竞争混乱无序等问题。
3.3 中国炼化企业在本土直接参与国际竞争
目前,我国炼化行业已经形成中国石化、中国石油、中国海洋石油、中化等央企,中沙(天津)石化、中韩(武汉)石化、中海壳等合资企业、民营炼化企业等多主体互动的供应格局。未来,随着埃克森美孚等外商独资炼化企业新建项目投产,市场竞争更加激烈,我国炼化企业不用走出国门,在本土就直接参与国际竞争。目前,我国炼化企业的同质化现象严重,在研发方向、生产工艺、原料、市场和服务等方面都大同小异,与埃克森美孚等保持持续增长的跨国石化企业相比,还有一定差距。
埃克森美孚公司超过90%的化学品产能与其炼厂或天然气处理厂实现了一体化,在全球共有17个一体化基地(包括广州惠州项目)[18]。该公司始终坚持把技术创新视为核心竞争力之一,在重大、关键技术开发上持续创新,形成了由前瞻性技术、核心优势技术、应用开发技术构成的层次递进、滚动向前的技术体系,通过开发和采用领先的专有技术保持行业领先的业绩。其化工产品的竞争力主要体现在聚合物的差异化和高端化,包括茂金属聚乙烯、茂金属聚丙烯、乙烯辛烯共聚物弹性体(POE)和热塑性动态硫化弹性体™(TPV)以及丁基橡胶和三元乙丙橡胶(EPDM)Vistalon™等优势弹性体产品。未来下游投资也主要集中在高端聚烯烃及弹性体项目,旨在进一步增强优势领域。
3.4 自有技术尚不能支撑高质量转型
虽然我国具备依靠自有技术建设千万吨级炼厂、百万吨级乙烯和芳烃装置能力,但原始创新能力不强,缺少部分关键核心技术及下游配套技术,其中下游聚乙烯技术对外依存度超过了90%,仍然处于依靠引进技术、进行大规模投资建设的追赶期。特别是缺少高端石化产品生产技术。如聚烯烃弹性体、高端碳纤维、耐高温耐油密封橡胶等高端合成材料生产技术;石化装置用的高性能、高参数泵和阀门以及工业控制服务器、网络设备、操作系统、数据库等。以高端聚乙烯产品为例,2019年,己烯共聚聚乙烯、辛烯共聚聚乙烯、乙烯-乙酸乙烯酯共聚物(EVA)、茂金属聚乙烯、超高分子量聚乙烯、乙烯-乙烯醇共聚物(EVOH)等高端聚乙烯进口量达640万吨,约占聚乙烯总进口量的四成,自给率不足40%。
4 几点建议
国家和行业层面,应建立高质量发展的标准体系,对于新建项目,从本质安全和环保可靠性、产业布局合理性、产品高端化和技术先进性以及创新能力、经济效益、国际竞争力等方面,进行全面系统评估,严格产业准入条件,避免重复建设;同时加快落后产能淘汰步伐,提升行业整体水平。企业层面建议主要从以下四个方面做好工作。
4.1 坚持效益优先,以明晰企业定位,寻求市场生存空间
炼厂转型的指导思想应该是效益最大化。企业在进行转型方案选择时,应充分结合企业自身特点以及区域市场环境等因素进行综合考虑,明晰企业的核心竞争优势是什么。如果企业没有核心竞争力,为转型而转型是有风险的。有些企业具有贴近市场或资源的优势,有些企业具有产业配套的优势,有些企业具有物流便利的优势,还有些企业具有规模优势或资金、人才、技术、产品等优势,然而,随着竞争激烈化程度的加剧,单一的优势并不是不可替代的,不足以保持竞争地位。如果企业不能够持续地提升自己的能力,不能够持续地关注能力与自身优势结合所产生的价值,企业就无法保持自己的核心竞争力。更重要的是,市场环境时时处在一个巨变和多变的状态,其对于企业的要求就变得更加苛刻。因此企业需要不断地面对环境做出调整,而调整的关键就是要明晰新的定位,寻找市场生存空间。
4.2 坚持产业升级,以智能化流程提升生产过程效率
积极有序推进炼化流程的智能制造和数字化,是实现炼化产业升级转型的重要抓手。通过运用物联网、大数据、云计算等先进信息技术,与生产工艺紧密结合,着力提升生产过程的实时感知、机理分析、模型预测和优化协同能力,进而分析、改造、优化管理模式和业务流程,以实现安全环保、经济效益、竞争能力和管理效率的大幅度提升。目前,我国炼化行业总体还停留在传统生产管理层面,需要学习借鉴和消化吸收国外智能炼厂建设经验,进一步开展炼油物联网技术研发和应用示范,深化生产运营和技术管理的智能化;同时结合炼化产业生产、经营、管理的特性,从设计、生产、管理和物流等方面加快智能化标准体系建设;还要加快相应软件、系统、设备的国产化步伐,实现以智能化水平提高促进产品生产提质增效。
4.3 坚持科技创新,以突破关键核心技术,满足市场需要的高端产品
目前,我国炼化企业研发机构的设置和投入还局限于引进技术的消化吸收,企业内外的创新体系尚未形成,导致产品集中在中低端领域。要改变产品结构性问题,企业就必须具备随着市场需求和变化来研发新技术和新产品的能力。一方面,要加快建立以企业为主体、产学研用深度融合的技术创新体系,集中各环节优势力量,努力研发高端石化产品,加大替代进口产品力度,满足汽车、航空航天、高端制造等行业的需要。另一方面,要加大科技投入,加大对仪器仪表、机械、装备制造和软件开发,加快大宗产品生产技术升级换代,助力石化产业结构调整和转型。
4.4 坚持降本增效,以全过程精细化管理挖掘降本潜力
从炼化过程整个产业链着手,要在各环节的精细化管理上狠下功夫,推动资源配置、生产组织、加工流程、装置操作、产品结构不断优化,提高核心装置安稳长满优水平,实现成本费用、能耗物耗、损失损耗持续下降,以全过程专业化精细化管理,建立超越行业平均水平的成本优势。
面对瞬息万变、错综复杂的环境,企业不要为了转型而转型,而是要将产业转型升级紧紧围绕培育、形成、提升核心竞争力这一根本目标来加以推进。要把握好目前及未来一段时间我国炼化行业转型的发展趋势,在做好炼化产业一体化、基地化、智能化升级的同时,要以效益最大化为指导思想,充分结合自身特点、物流以及区域市场环境等因素进行综合考虑,调整明晰新定位,最大程度地降低原料端成本、提升产品端价值以及生产过程的效率,从而实现炼化企业的转型升级。
