
常减压装置减底泵机械密封结构
摘 要:文章聚焦于某炼油厂常减压装置减底泵机械密封的频繁泄漏,导致装置多次的操作波动,严重影响了炼油厂的正常生产秩序。每次密封泄漏不仅会造成近10万元的直接经济损失,而且为了更换密封,大量渣油需要降温排空,这不仅浪费了宝贵的资源,还增加了处理成本和环境污染风险。为解决这一问题,文章深入分析了影响机械密封使用效果的诸多原因,通过对其结构的精心优化设计,以及对机械密封辅助系统的精准调整,在新方案投用后,达到了预期的使用效果,显著提升了装置的运行稳定性和经济性。
关键词:常减压装置 机械密封 螺旋密封 泵送环 辅助系统
某炼油厂常减压装置减底泵是装置的关键设备,其主要技术参数如下:减底泵型号为250AYS160×2BT;泵送温度为374~406 ℃;输送介质为减压渣油;额定流量为460.6 m3/h;扬程为269 m;电机功率为400 kW;冲洗方案为Plan32+53A。2台减底泵自2012年投入使用后,至2021年期间,共发生22次密封泄漏超标故障。
减底泵的作用是将减压塔分馏出的高温渣油输送到下一个工作环节,其运行状态关系到装置处理量、减压塔热负荷、装置能耗等重要参数。减底泵输送的高温介质为近400 ℃的渣油,一旦发生泄漏,介质接触氧气后会立刻着火,因此减底泵的运行状态决定着常减压装置能否安全运行。该炼油厂就曾经发生过由于减底泵机械密封(简称密封)泄漏,着火烧损厂房及电缆的事故。
1 设备结构及密封
采用符合API 610—2010标准的BB2两端支撑结构,材质为C-6,为顶进顶出的两级离心泵;为提高抗汽蚀能力,采用双吸叶轮,这也有利于降低泵的轴向力。减底泵结构如图1所示。
图1 减底泵结构示意

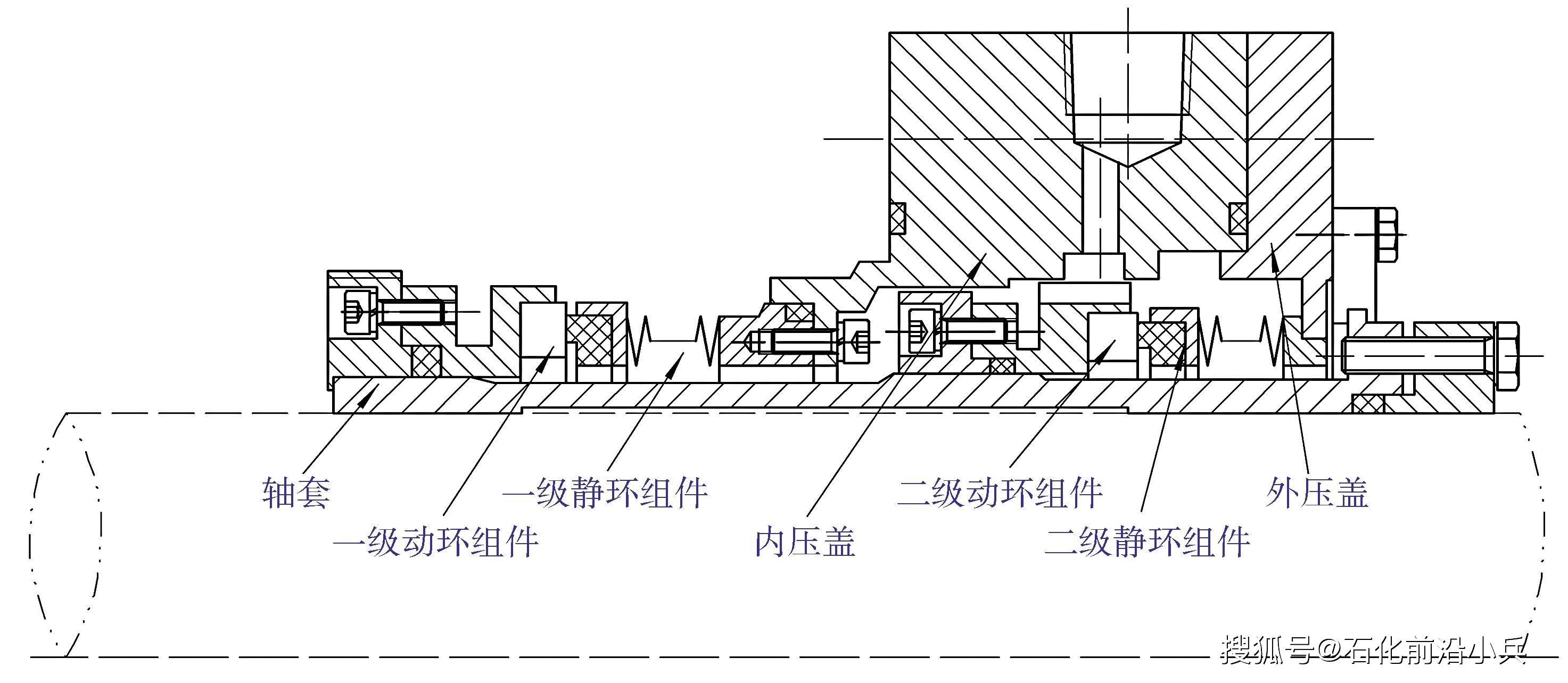
减底泵两端轴封采用串联波纹管静止式机械密封,即波纹管组件通过螺栓与静止的压盖相连接,其结构如图2所示。因减底泵属于高温热油泵,因此,其动环与轴套、静环与压盖、轴套与泵轴之间的静密封采用柔性石墨【1】,波纹管同时起到密封和弹性补偿的作用。动环通过螺栓与轴套相连接,这样动环可以随轴套进行转动。动、静环摩擦副采用石墨-碳化硅的组合方式。波纹管材质为Inconel718,轴套及机械密封压盖的材质为20Cr13。
图2 串联波纹管静止式机械密封结构
减底泵密封冲洗方案采用Plan32+53A,其中,Plan32采用蜡油进行冲洗,由装置内封油系统封油泵提供稳定的压力与流量供给。该泵密封多年来的平均使用寿命均不足1 a。每次检修更换密封前,均需降温排净泵内的介质,检修完成后,则需缓慢升温排净管线和泵体内的气体。由于减底泵的出、入口管线管径较大,热膨胀弯较多,因此,每次停泵、开泵的准备时间特别长,这就造成装置无备用设备的时间变长。由此可见,减底泵密封运行的可靠性和稳定性直接决定着装置能否长周期平稳运行。
2 机械密封泄漏原因分析
减底泵密封在运行中经常出现泄漏超标的现象,主要表现为:
1) 二级密封甩油问题,严重时可达20~30滴/min;
2) Plan53A隔离液罐液位不能保持,需要每个班次进行一次补油操作,这就增加了操作人员的工作量;
3) 隔离液罐出现混入封油的现象,且罐顶部氮气压力不稳,低于正常的操作压力0.6 MPa;
4) 二级密封的回油线温度高,运行时已超过100 ℃。
对检修下线的机械密封进行拆解,解体后的一级波纹管、轴套和泵送环如图3所示,二级波纹管和内压盖如图4所示。
图3 一级波纹管、轴套和泵送环

图4 二级波纹管和内压盖

从图3中可以看出,一级密封波纹管外部和内部波纹处存在大量的渣油杂质颗粒积聚,对应的轴套位置存在渣油痕迹。从图4中可以看出,二级密封腔压盖位置存在杂质颗粒,二级波纹管内也有渣油痕迹,数量少于一级密封,密封面石墨环表面有疱疤和部分崩边的现象。
结合减底泵密封运行的现象和现场密封辅助系统的布置,以及密封拆解的现象进行综合分析,认为造成密封泄漏的原因主要有以下几个方面。
2.1 封油冲洗效果不佳引起密封失效
众所周知,机械密封封油主要起密封、润滑、冷却的作用,对于高温和含颗粒杂质的工况,还有防止泵内介质进入密封腔内的作用。封油应为洁净、不含固体颗粒、不易蒸发汽化、不影响泵性能的无腐蚀性液体。封油压力一般比密封介质压力高0.05~0.20 MPa。从图3和图4中明显可以看出,介质已经进入到密封腔内,并沉积到波纹管位置,引起一级密封的补偿效果下降,这就会造成密封面密封效果下降,渣油介质就会穿过摩擦副进入到二级密封腔内,进而污染二级密封,造成二级密封也发生泄漏。
减底泵为两端支撑结构,驱动端为泵入口侧,非驱动端为泵出口侧。因减压塔为负压操作,所以驱动端的密封腔腔压基本上处于微正压状态,非驱动端密封腔压力为0.36 MPa。日常检查中通过检查发现,两侧封油线温度正常, Plan32封油能够进入泵腔内,为降低泵轴向力, 结合泵体的结构, 在非驱动端密封腔泵盖位置设计了2条平衡管, 使渣油介质沿非驱动端密封腔流向驱动端密封腔。在这种情况下, 虽然封油有一定压力可以防止渣油窜入密封侧, 但是冲洗孔是一个位置的单点冲洗, 在远离冲洗孔的背侧还是会形成低压区, 比较脏的渣油介质还是可以进入到一级密封的位置, 形成沉积, 而随着越来越多的渣油堆积在密封波纹管和动、 静环处, 就会造成一级密封的失效泄漏。一级密封失效后, 泄漏出来的介质又会污染二级密封,最终使整个机械密封失效。
2.2 二级密封循环效果不理想引起密封失效
二级密封回油线温度高的现象说明,密封的循环效果差,摩擦副产生的热量不能被及时带走。二级密封压力罐的循环动力依靠泵送环与Plan53A系统氮气的压力作用实现。从图3中可以看出,泵送环结构为直齿结构,泵送能力有限,密封制造商对泵送环能力进行优化后,隔离液循环温度变化不大,说明泵送环能力仍然不足。另一方面,减底泵原始出厂时,泵制造厂为考虑布置的美观性以及运输、检修的便利性,将两端的辅助系统都撬装布置在电机的非驱动端位置。该泵电机较大,密封罐距离机械密封位置也远,再加上配管布置时又存在弯头,使得进、回油管线整体长度超过了6 m,已不能满足API 682—2014第8.2.5节“密封辅助(支持)系统的管路”中第5条“二级辅助密封系统管路长度不得超过5 m”【2】的要求。上述两方面的因素造成二级循环液温度高,高温的循环液在摩擦副的局部高温位置容易结焦,还可以使石墨材质产生疱疤【3】,导致隔离液泄漏至大气。这就是造成二级密封出现泄漏甩油的原因泄漏导致,液位降低,轻微泄漏时可采取临时措施进行补油操作,严重时则必须更换密封。
2.3 密封的局部结构不合理引起的密封失效
减底泵原密封在设计时为了减小轴向尺寸,二级静环座与压盖采用焊接的方式进行连接。这种结构理论上是彻底消除了静密封点,但是实际上由于焊接热变形并不能100%保证摩擦副垂直于轴套,可能会因此造成二级密封的泄漏。
根据API 682的要求,高温介质的热油泵应选用C型密封。在早期的API 682版本中,C型密封的波纹管补偿件要求采用静止形式,API 682—2014中,补偿件用户可以选用旋转式结构。对于减底泵这种高温含颗粒杂质的热油泵,使用旋转结构有利于杂质的甩出,可减缓颗粒在波纹上的沉积。所以原密封结构波纹管的静止结构设计并不理想,采用旋转式补偿组件优于静止结构。
3 机械密封改造方案
针对密封运行过程中各种故障导致泄漏的原因,结合介质特性、工艺参数、泵体结构等,对密封体部分及其辅助系统进行优化改造。改造前后的机械密封结构及尺寸分别如图5和图6所示。
图5 改造前密封结构及尺寸
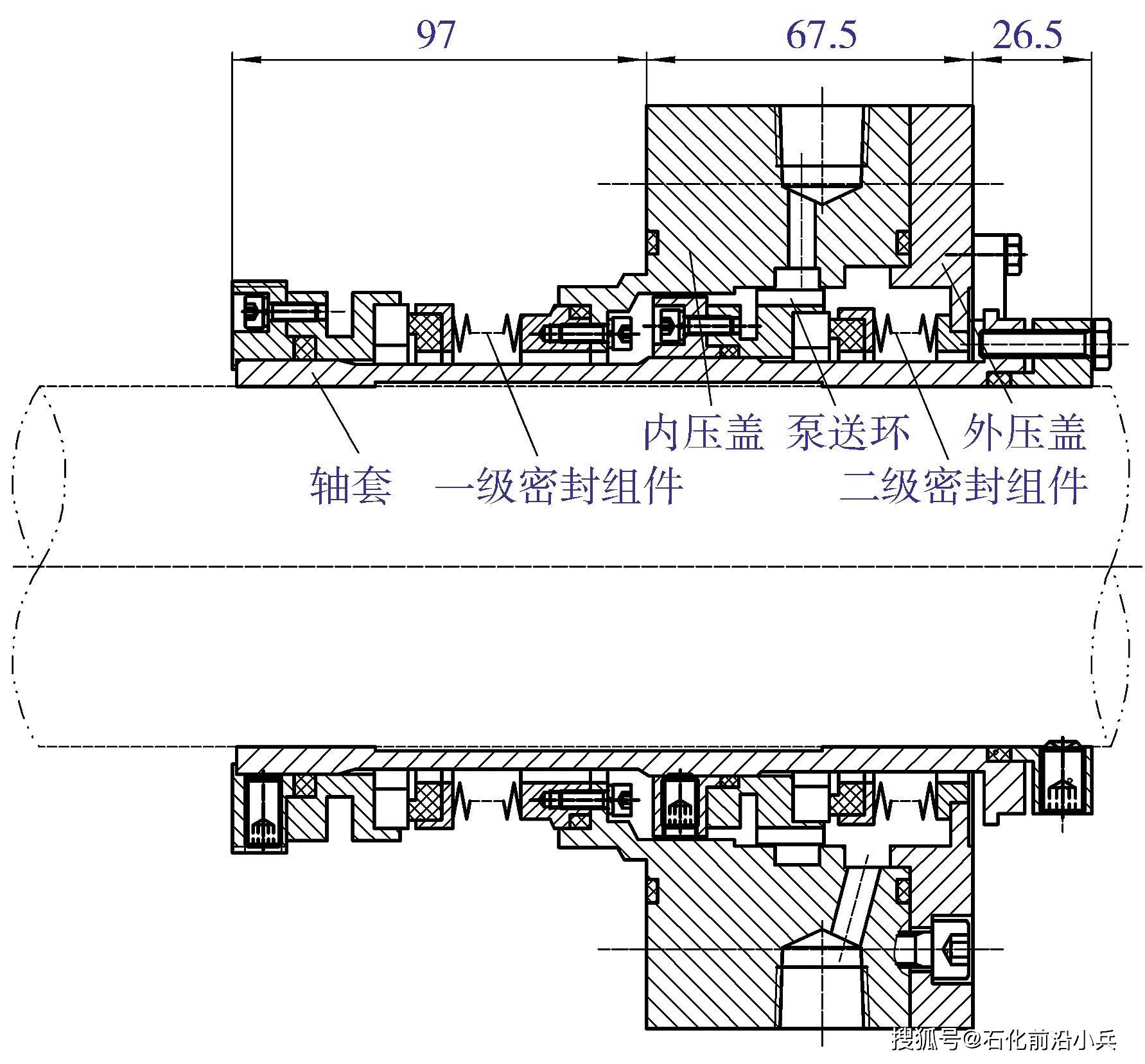
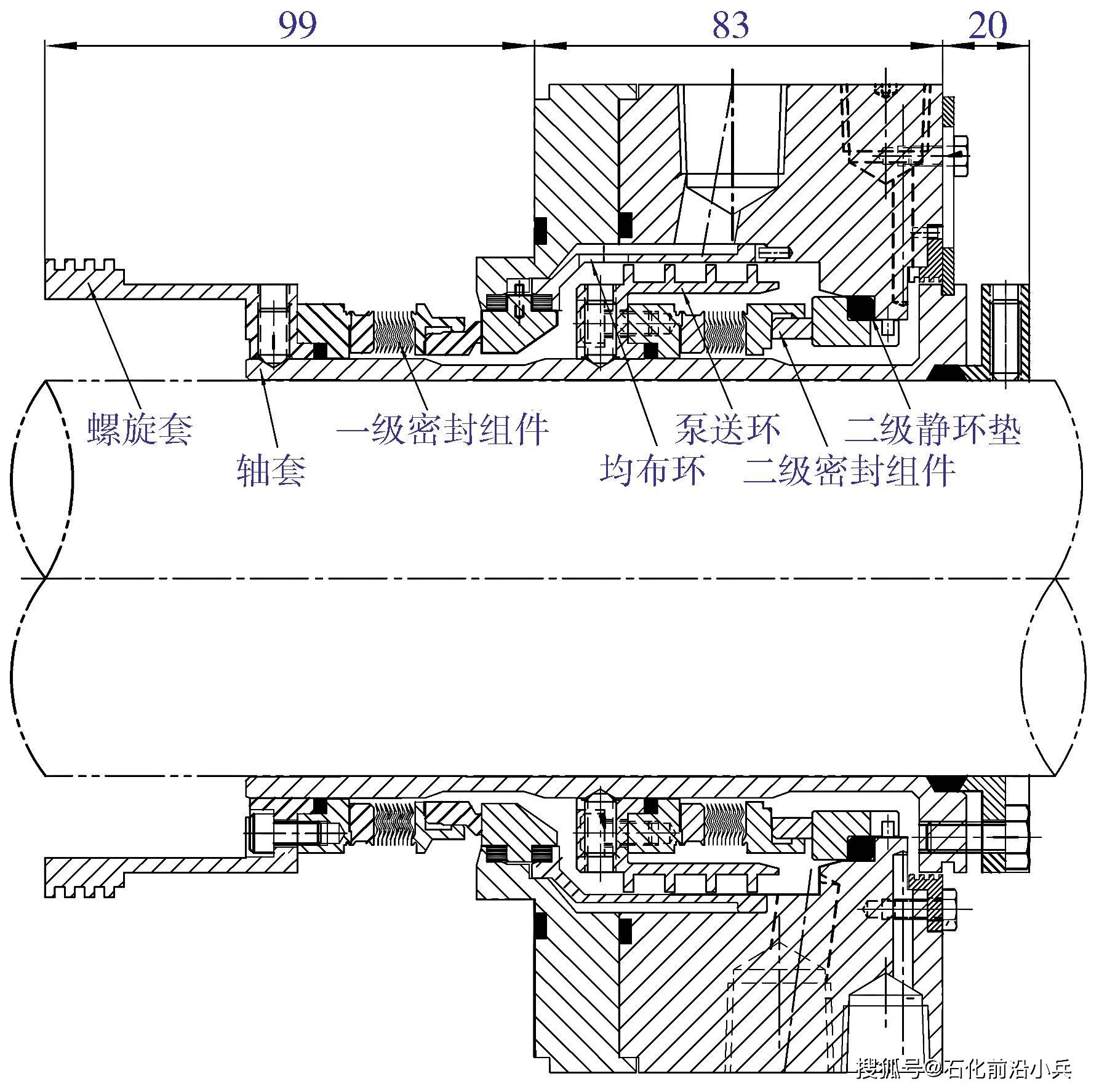
图6 改造后密封结构及尺寸
3.1 密封体部分改造
对密封体部分进行了如下改造:
1) 在密封轴套前端设计螺旋密封【4】,可起到泵送作用,并可降低密封腔压力,有利于封油进入泵内,防止渣油反窜到密封腔中污染机械密封组件。根据泵结构分析可知,将螺旋密封设计在机械密封轴套前端比较适合,方便检修和安装。螺旋密封封液能力计算公式【5】见式(1):
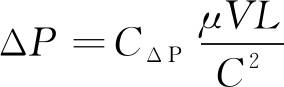
式中: ΔP——封液能力,Pa;
CΔP——密封系数,在层流工况下其值仅与螺旋几何参数有关;
μ——密封流体的动力粘度,Pa·s;
V——螺旋轴圆周速度,m/s;
L——螺旋密封工作长度,m;
C——齿顶间隙,m。
由式(1)可知,封液能力与动力粘度成正比,其他参数均与螺旋套的几何尺寸有关。减底泵Plan32封液为蜡油,在工作温度条件下粘度较大,非常适合螺旋密封,能够提高泵送能力。
2) 原密封结构二级密封组件整体尺寸偏小。将压盖厚度增加15.5 mm后,二级密封腔空间增大,有利于隔离液循环和散热。密封腔增大后,泵送环轴向尺寸变长,还需对泵送环结构进行优化设计,将直齿改为斜齿,从整体上提高其泵送能力。从图5和图6中可以清楚地看出改造前后的区别。
3) 将一、二级密封波纹管组件由静止结构改为旋转结构,二级密封静环座固定方式由焊接改为柔性石墨垫连接,以避免因焊接产生的热变形。一级静环座外部增加多点冲洗的分布盘,有利于隔离液冲洗分布的均匀性,可提高冲洗效果。考虑到减底泵渣油的高温和含硫问题,将轴套和压盖的金属件由材质20Cr13升级为316SS,增加其抗腐蚀性。
3.2 外部辅助系统的调整
因原设计中辅助系统距离机械密封冲洗口位置超过 5 m,导致管线长度过长,放将辅助系统移位至泵体附近。移位后的管线长度降低为1.5 m左右,有利于减小系统压力损失,提高二级隔离液的循环效果。原Plan32冲洗方案中封油未配置流量表,不满足API 682标准的要求,故增设就地转子流量表,通过对流量的精准把控实现封油的稳定注入,为一级密封创造良好的工作环境。
原二级密封隔离液使用与泵轴承润滑相同的L-HM46抗磨液压油, 改造后改为使用有机热载体的导热油L-QC310。相比原隔离液, 该导热油具有抗热裂化和化学氧化的性能, 传热效率好、 散热快, 热稳定性也很好, 且不会出现原隔离液在高温时结焦的问题, 作为隔离液使用更具有优势。
4 结语
在炼油厂,常减压装置减底泵工作温度非常高,且入口为负压,工况苛刻,实现该泵密封长周期运行一直是各炼油厂设备管理人员努力的目标。通过对密封体部分及其辅助系统进行优化改造,改造后,减底泵密封运行已经满18个月,未出现泄漏问题,很好地解决了密封寿命周期短的问题。
