
膜分离技术在渣油加氢装置中的应用
介绍了膜法氢气回收技术在中国石化天津分公司渣油加氢装置中的应用情况。为了对2.60Mt/a的渣油加氢装置的尾气进行回收处理,中国石化天津分公司设计了一套系统规模为40000m3/h的膜法氢气回收装置对高压富氢气体中的氢气进行回收。对不同工况、不同运行阶段的运行数据进行了分析,当进气量达到该装置设计值时,氢气的回收率超过75%,回收氢气的纯度大于98%(x)。该装置的实际运行结果与设计值相近,可满足实际生产需要,为膜法氢气回收技术在渣油加氢装置中的应用提供了参考。
[关键词]渣油加氢;膜法分离技术;氢气回收
渣油加氢技术可以有效降低渣油原料中氮、硫和金属等杂质的含量,提高氢碳比,降低残炭含量,改善裂解性能,是一种有效实现渣油轻质化的技术。渣油加氢过程中需要消耗大量的氢气(每立方米渣油消耗100~170m3氢气),氢气的费用占整个工艺费用的70%以上。渣油加氢排放气中含有大量的氢气,对排放气中的氢气进行分离纯化并实现回用,是一种有效提高资源利用率的方法。膜法氢气回收技术具有流程简单、传动设备少、环保节能、效益高等优点,受到广泛关注。
中国石化天津分公司采用膜法氢气回收技术对2.60Mt/a渣油加氢装置的排放气进行分离纯化,实现了能源与资源的有效利用,使用的膜组件为商业化的Prism®膜组件。该组件采用管壳式外壳,内部填充中空纤维膜,比表面积大,分离性能和抗压性能好。另外,Prism®膜组件的膜丝在膜壳内部是开放式排布,没有缠绕结构,具有良好的抗粉尘能力。所用膜丝采用湿法抽丝工艺制备,具有很强的耐气态烃和耐水性能。该套膜分离氢气回收装置的设计规模为40000m3/h,年开工时数8000h,
4结论
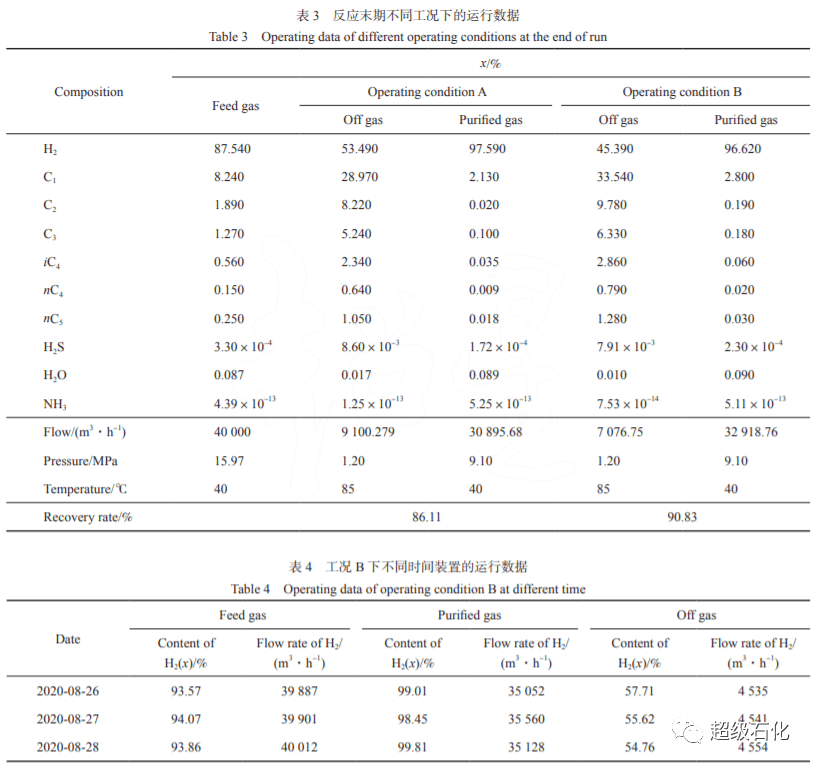
1)中国石化天津分公司采用膜分离氢气回收装置对2.60Mt/a的渣油加氢装置的尾气进行处理,可将含氢气体进行浓缩,回收氢气的纯度大于98%(x),平均回收率大于75%,运行数据与设计值相近,满足实际生产的需要。
2)膜法氢气回收装置可通过调整工况,实现降低氢气产品的纯度来提高回收率,也可以降低回收率来提高氢气产品的纯度。
